 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


पाईप एक्सट्रुजन प्रक्रिया, उपकरणे, गुणवत्ता दोष इ.चा परिचय.
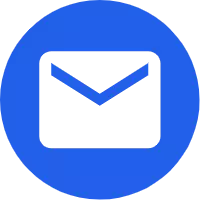
निंगबो फँगली टेक्नॉलॉजी कं, लि.आहेयांत्रिक उपकरणे निर्माताच्या 30 वर्षांहून अधिक अनुभवांसहप्लास्टिक पाईप एक्सट्रूझन उपकरणे,नवीन पर्यावरण संरक्षण आणि नवीन साहित्य उपकरणे.त्याची स्थापना झाल्यापासून फँगली वापरकर्त्याच्या मागणीवर आधारित विकसित केली गेली आहे. सतत सुधारणा करून, मूळ तंत्रज्ञानावर स्वतंत्र R&D आणि प्रगत तंत्रज्ञान आणि इतर माध्यमांचे पचन आणि शोषण, आम्ही विकसित केले आहे.पीव्हीसी पाईप एक्सट्रूजन लाइन,पीपी-आर पाईप एक्सट्रूजन लाइन, पीई पाणी पुरवठा / गॅस पाईप एक्सट्रूजन लाइन, ज्याची चीनच्या बांधकाम मंत्रालयाने आयात केलेली उत्पादने बदलण्याची शिफारस केली होती. आम्ही “झेजियांग प्रांतातील प्रथम श्रेणी ब्रँड” ही पदवी मिळवली आहे.
I. प्रक्रिया प्रवाह
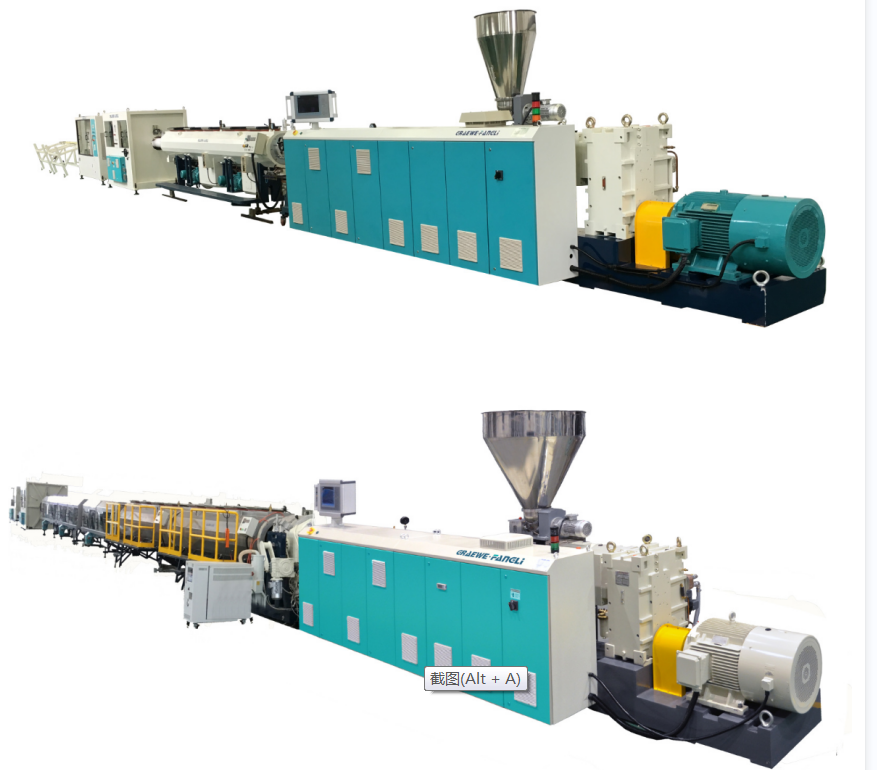
सध्या, पीव्हीसी आणि पीओ पाईप्स हे देशांतर्गत आणि आंतरराष्ट्रीय स्तरावर सर्वाधिक व्हॉल्यूम उत्पादने आहेत.आकृती १पॉलीओलेफिन (PO) पाईप्ससाठी उत्पादन प्रक्रिया प्रवाह आकृती दर्शविते. प्लॅस्टिकला स्क्रूद्वारे कंकणाकृती गॅप डाय (2) मध्ये एकसमान प्लॅस्टिकाइज्ड मेल्ट म्हणून दिले जाते, पाईप पॅरिसन बाहेर काढले जाते. हे ताबडतोब कूलिंग आणि साइझिंगसाठी कॅलिब्रेशन युनिट (3) मध्ये प्रवेश करते, त्यानंतर कूलिंग टँक (4) मध्ये आणखी पुरेसे थंड होते. समायोज्य द्वारे पाईप स्थिर वेगाने बाहेर काढले जातेओढण्याचे युनिट(6), आणि शेवटी कटरद्वारे निर्दिष्ट लांबीपर्यंत कट करा (7). 160 मिमी पेक्षा कमी व्यासाचे पातळ-भिंती असलेले पाईप वाइंडर (9) द्वारे रोलमध्ये गुंडाळले जाऊ शकतात.

आकृती 1 पीओ पाईप उत्पादन प्रक्रियेच्या प्रवाहाचे योजनाबद्ध आकृती
१---एक्सट्रूडर; २---पाईप डाय; ३---कॅलिब्रेशन स्लीव्ह;
४---व्हॅक्यूम कॅलिब्रेशन कूलिंग; ५---कूलिंग टँक;
६---हाऊल-ऑफ युनिट; ७---कटर;
8---प्रिंटर; ९---कॉइलर
II. प्रक्रिया आणि उपकरणे
पीओ पाईप उत्पादनासाठी, एउच्च-कार्यक्षमता सिंगल-स्क्रू एक्सट्रूडरनिवडले पाहिजे. फीड झोनमध्ये अक्षीय खोबणी असलेली बॅरल वापरली जाते. स्क्रू लांबी-ते-व्यास (L/D) गुणोत्तर 30–33:1 आहे. स्क्रू स्ट्रक्चर ही वेगवेगळ्या खोली आणि पिचसह दोन-स्टेज डिझाइन आहे: फीड विभागातील खेळपट्टी स्क्रूच्या व्यासापेक्षा कमी आहे, तर वितळणाऱ्या आणि एकसमान विभागातील खेळपट्टी स्क्रूच्या व्यासापेक्षा जास्त आहे. मिक्सिंग कार्यक्षमता वाढविण्यासाठी, काही स्क्रू अतिरिक्त मिक्सिंग हेड घटकांसह सुसज्ज आहेत. या प्रकारचे सिंगल-स्क्रू एक्सट्रूडर तुलनेने उच्च आउटपुट आणि चांगले प्लास्टिकीकरण देते. उदाहरणार्थ, 90 मिमी स्क्रू व्यासासह सिंगल-स्क्रू एक्सट्रूडर 600 kg/h पेक्षा जास्त आउटपुट मिळवू शकतो. शिवाय, कॅल्शियम कार्बोनेट, बेरियम सल्फेट, लाकूड पीठ किंवा काचेच्या तंतूंनी भरलेल्या पीओ पाईप्सचे उत्पादन सामान्यत: को-रोटेटिंग ट्विन-स्क्रू एक्सट्रूडर्स वापरतात.
पीव्हीसी पाईप्सचे उत्पादन पीओ पाईप्ससारखेच आहे. सामान्यतः काउंटर-रोटेटिंग शंकूच्या आकाराचे किंवा वापरले जातातसमांतर ट्विन-स्क्रू एक्सट्रूडर्स, कोरड्या मिश्रण पावडर थेट बाहेर काढण्याची परवानगी. त्यांचे आउटपुट लहान-व्यासाच्या पाईप्ससाठी 10 kg/h पासून ते मोठ्या-व्यासाच्या पाईप्ससाठी 1100 kg/h पर्यंत असते. स्क्रू L/D गुणोत्तर मागील 18:1 वरून 25:1 पर्यंत वाढले आहे. उदाहरणार्थ, एट्विन-स्क्रू एक्सट्रूडर90mm स्क्रू व्यासासह 300 kg/h पेक्षा जास्त आउटपुट मिळवू शकतो.
आकृती 1 मधून पाहिल्याप्रमाणे, पाईप एक्सट्रूझन डाउनस्ट्रीम उपकरणांमध्ये मुख्यतः थंड पाण्याची टाकी असते,ओढण्याचे युनिट, कटर, कॉइलर, किंवा डंप टेबल.
जेव्हा पाईप कॅलिब्रेशन आणि कूलिंग युनिटमधून बाहेर पडते तेव्हा ते खोलीच्या तापमानाला पूर्णपणे थंड होत नाही. आणखी थंड न केल्यास, पाईपच्या भिंतीच्या रेडियल दिशेने विद्यमान तापमान ग्रेडियंट तापमान वाढीमुळे आधीच कडक झालेला बाह्य स्तर पुन्हा मऊ होऊ शकतो, ज्यामुळे विकृत रूप येते. दुसरीकडे, पाईपने ओढणे, कटिंग आणि वाइंडिंग उपकरणे यांच्या तणावाचा सामना केला पाहिजे. म्हणून, अवशिष्ट उष्णता काढून टाकणे आवश्यक आहे, पाईप खोलीच्या तपमानावर थंड करणे. कूलिंग पद्धतींमध्ये वॉटर बाथ आणि स्प्रे कूलिंग यांचा समावेश होतो. वॉटर बाथ कूलिंग टँकमध्ये, पाण्याची पातळी पाईप पूर्णपणे बुडविली पाहिजे. टाकी अनेक विभागांमध्ये विभागली गेली आहे. कूलिंग वॉटर इनलेट शेवटच्या विभागात सेट केले जाते, ज्यामुळे पाण्याच्या प्रवाहाची दिशा पाईप एक्सट्रूझन दिशेच्या विरुद्ध असते, ज्यामुळे कूलिंग तापमान ग्रेडियंट तयार होतो. यामुळे पाईप अधिक हळूहळू थंड होतात आणि अंतर्गत ताण कमी होतो. कूलिंग वॉटर टँक आणि कॅलिब्रेशन/कूलिंग युनिटमधील अंतर एकूण कूलिंग लांबीच्या एक दशांशपेक्षा जास्त नसावे; अन्यथा, पाईपची बाह्य भिंत आणि थंड पाणी यांच्यातील तापमानाचा फरक जास्त प्रमाणात वाढू शकतो. पाण्याच्या आंघोळीची पद्धत सोपी असली तरी, टाकीतील वरच्या आणि खालच्या पाण्याच्या थरांमधील तापमानातील फरकामुळे पाईप असमान थंड होणे आणि वाकणे होऊ शकते. याव्यतिरिक्त, पाईपवर कार्य करणाऱ्या उत्साही शक्ती सहजपणे विकृत होऊ शकतात, ज्यामुळे ही पद्धत विशेषतः मोठ्या व्यासाचे पाईप्स थंड करण्यासाठी अयोग्य बनते.
चे कार्यपाईप काढणे बंद युनिटआधीपासून आकाराच्या आणि थंड केलेल्या पाईपला ठराविक हाऊल-ऑफ गती आणि शक्ती प्रदान करणे, पाईपवरील आकारमान यंत्राद्वारे तयार केलेल्या घर्षण शक्तीवर मात करणे, ज्यामुळे पाईप सतत वेगाने वाइंडर किंवा डंप टेबलकडे खेचणे. पाईप उत्पादनासाठी डाउनस्ट्रीम उपकरणांच्या मुख्य तुकड्यांपैकी एक हौल-ऑफ युनिट आहे आणि खालील आवश्यकता पूर्ण करणे आवश्यक आहे.
(१) दओढणेगती स्टेपलेस आणि गुळगुळीत ऍडजस्टमेंट करण्यास सक्षम असणे आवश्यक आहे, सतत वेग वाढवणे सुनिश्चित करणे. अस्थिर हौल-ऑफ गतीमुळे पाईपचा व्यास चढ-उतार होईल. हौल-ऑफ स्पीड एक्सट्रूजन स्पीडशी जवळून समन्वित असणे आवश्यक आहे. पाईपच्या भिंतीची जाडी ओलांडण्याच्या गतीचे नियमन करून समायोजित केली जाते: कमी होण्याच्या गतीचा परिणाम दाट भिंतींमध्ये होतो, तर जलद गतीचा परिणाम पातळ भिंतींमध्ये होतो. उत्पादनाच्या मितीय अनुरूपतेची खात्री करण्यासाठी योग्य हाऊल-ऑफ वेग निवडणे ही एक प्रभावी पद्धत आहे. आधुनिक डिझाईन्स 30 मी/मिनिट पर्यंत जास्तीत जास्त हाऊल-ऑफ वेग मिळवू शकतात.
(२) स्थिरांकओढणेकोणत्याही पुश-पुल इंद्रियगोचरशिवाय शक्ती राखली जाणे आवश्यक आहे, अन्यथा ते पाईपवरील पृष्ठभागाच्या लहरीपणाचे दोष निर्माण करू शकते. पुरेसा हाऊल-ऑफ फोर्स देखील आवश्यक आहे. संपर्क क्षेत्र आणि आकारमान रेडियल प्रेशरसह आवश्यक हाऊल-ऑफ फोर्स वाढते. लहान आणि मध्यम व्यासाच्या पाईप्ससाठी, हाऊल-ऑफ फोर्स साधारणपणे 100-600 N असतो; मोठ्या व्यासाच्या पाईप्ससाठी, ते साधारणपणे 800-10,000 N असते.
(३) च्या clamping बलओढण्याचे युनिटग्रिपर समायोज्य आणि पृष्ठभागास नुकसान किंवा विकृत न करता विविध व्यासांचे पाईप पकडण्यास सक्षम असावे. सध्या, कॅटरपिलर-प्रकारचे ग्रिपर मोठ्या प्रमाणावर वापरले जातात. यामध्ये 2 ते 12 ट्रॅक्स पाईपभोवती समान रीतीने मांडलेले असतात. ट्रॅकमध्ये ठराविक संख्येने रबर/प्लास्टिक क्लॅम्पिंग ब्लॉक्स एम्बेड केलेले आहेत, बहुतेक अवतल किंवा कोनातून पाईपवर रेडियल प्रेशर लागू करणारे क्षेत्र वाढवण्यासाठी. क्लॅम्पिंग फोर्स ऍडजस्टमेंट वायवीय, हायड्रॉलिक किंवा लीड स्क्रू-नट यंत्रणेद्वारे प्राप्त केले जाते. पाईप व्यासासह ट्रॅकची संख्या वाढते.
पाईप ठराविक लांबीपर्यंत नेल्यानंतर, ते लांबीपर्यंत कापले जाणे आवश्यक आहे. कटर विविध प्रकारचे येतात, पाईप व्यास आणि भिंतीची जाडी, सामग्रीचा प्रकार, कट लांबी, कट गुणवत्ता, कटिंग फॉर्म इत्यादींवर आधारित निवडले जातात. गिलोटिन-प्रकारचे स्वयंचलित कटर आणि गोलाकार रेडियल आरे लहान आणि मध्यम-व्यास पाईप्स कापण्यासाठी योग्य आहेत; प्लॅनेटरी ऑटोमॅटिक कटर मोठ्या व्यासाच्या पाईप्ससाठी योग्य आहेत. कट कमांड मिळाल्यावर, कटर क्लॅम्पसह पाईप पकडतो आणि कटिंग क्रिया पूर्ण करताना पाईप हटवण्याच्या दिशेने सरकतो. कापल्यानंतर, वायवीय यंत्रणा त्यास पुन्हा रीसेट स्थितीत ढकलते.
कॉइलर आणि डंप टेबल. वाकताना विकृत न होणाऱ्या पाईप्सला वाइंडर वापरून, स्वयंचलित कटिंग आणि अनलोडिंगसह कॉइलमध्ये जखमा केल्या जातात. विंडिंग लीनियर स्पीड एक्सट्रुजन स्पीडसह सिंक्रोनाइझ केली जाते आणि स्टेपलेस ॲडजस्ट करता येते. जेव्हा एक्सट्रूजन वेग 2 मी/मिनिट पेक्षा कमी असतो, तेव्हा एकल-स्टेशन वाइंडरचा वापर केला जातो; जेव्हा एक्सट्रूझन गती 2 मी/मिनिट पेक्षा जास्त असेल, तेव्हा ड्युअल-स्टेशन किंवा अगदी मल्टी-स्टेशन वाइंडर वापरावे.
III. पाईप दोष नियंत्रित करण्यासाठी मुख्य घटक
आकृती 1 मधील प्रक्रियेच्या प्रवाहाच्या क्रमानुसार, गुणवत्तेतील दोष दूर करण्यासाठी मुख्य संबंधित घटक खाली सूचीबद्ध केले आहेत.
(१)आहार विभाग:कच्चा माल तयार करणे; कच्च्या मालाचा आकार आणि आकार; रंग देण्याची पद्धत; कोरडे करण्याची पद्धत; रीग्रिंड/पुनर्प्रक्रिया केलेल्या सामग्रीचे मिश्रण; ऍडिटीव्हचे प्रकार आणि मीटरिंग; हॉपरच्या घशाची थंड करण्याची क्षमता.
(२)एक्सट्रूडर: स्क्रू व्यास; स्क्रू एल/डी प्रमाण; स्क्रू कॉम्प्रेशन रेशो; स्क्रू संरचना प्रकार; स्क्रू गती; venting कामगिरी; स्क्रू तापमान नियंत्रण; बॅरल हीटिंग आणि कूलिंग कंट्रोल; एक्सट्रूडर झोनसह तापमान प्रोफाइल; एक्सट्रूडर टॉर्क; वीज वापर; अडॅप्टर; स्क्रीन चेंजरसाठी तापमान निवड आणि नियंत्रण; स्क्रीन पॅक प्रकार आणि तपशील.
(३)मरतात:अंतर मरणे; जमिनीची लांबी; डाई स्ट्रक्चर प्रकार; प्रवाह चॅनेल आकार; वितरण वितळणे; तापमान सेटिंग आणि नियंत्रण; डोके दाब मरणे; भिंत जाडी नियंत्रण.
(४) कॅलिब्रेशन आणि कूलिंग:कॅलिब्रेशन पद्धत; कॅलिब्रेटरचे परिमाण; व्हॅक्यूम बॉक्स व्हॅक्यूम पातळी किंवा अंतर्गत दाब कॅलिब्रेशन ट्यूब हवा दाब आणि लांबी; कॅलिब्रेशन सिस्टम सील करणे; कॅलिब्रेशन वेळ; थंड पाण्याचा प्रवाह दर; थंड पाण्याचे तापमान; थंड करण्याची पद्धत.
(५)थंड पाण्याची टाकी:थंड करण्याची पद्धत; पाणी पाईप लेआउट; थंड पाण्याचा प्रवाह दर; कूलिंग टाकीची लांबी; थंड पाण्याचे तापमान; पाईप कूलिंगची प्रभावीता.
(६)हाऊल-ऑफ युनिट: धावणे बंद गती आणि नियंत्रण; ओढणे-बंद फोर्स कॅलिब्रेशन; clamping शक्ती आणि नियंत्रण; ट्रॅकची संख्या आणि प्रभावी लांबी; पृष्ठभागाची कडकपणा आणि क्लॅम्पिंग ब्लॉक्सचा आकार; वाहणे बंद संपर्क पृष्ठभाग.
(७) कटर: कटर प्रकार; ब्लेड दात प्रोफाइल आणि साहित्य पाहिले; यंत्रणा रीसेट करा; चिप संग्रह आणि धूळ काढणे; आवाज नियंत्रण; सिस्टम सेटअप मर्यादित करा; क्लॅम्पिंग यंत्रणा; ड्राइव्ह सिस्टम आणि शक्ती; स्वयंचलित कटिंग ॲक्शन सिस्टम.
(८)कॉइलर आणि डंप टेबल: तणाव नियंत्रण; लांबी-कट कमांड सिस्टम; वाइंडर स्टेशन निवड; वळण व्यास; डंप क्रिया संकेत; वळण रेखीय गती.
(९) परिशिष्ट:स्वयंचलित उत्पादनासाठी अटी:भिंत जाडी मोजमाप; बाह्य व्यास नियंत्रण; वजन मोजमाप आणि उत्पादन आकडेवारी; गियर वितळणे पंप ऑपरेशन स्थिती; डाय सेंटरिंग सिस्टम.
तुम्हाला अधिक माहिती हवी असल्यास,निंगबो फँगली टेक्नॉलॉजी कं, लि.तपशीलवार चौकशीसाठी संपर्क करण्यासाठी तुमचे स्वागत आहे, आम्ही तुम्हाला व्यावसायिक तांत्रिक मार्गदर्शन किंवा उपकरणे खरेदी सूचना देऊ.
चौकशी पाठवा

X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण