 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Extruder स्क्रू अनेकदा थकलेला? ही मुख्य कारणे आहेत!
निंगबो फॅंगली टेक्नॉलॉजी कं, लि.आहे एकयांत्रिक उपकरणे निर्मातासुमारे 30 वर्षांच्या अनुभवांसहप्लास्टिक पाईप एक्सट्रूझन उपकरणेट,नवीन पर्यावरण संरक्षण आणि नवीन साहित्य उपकरणे. त्याची स्थापना झाल्यापासून फॅंगली वापरकर्त्याच्या मागणीवर आधारित विकसित केली गेली आहे. सतत सुधारणा करून, मूळ तंत्रज्ञानावर स्वतंत्र R&D आणि प्रगत तंत्रज्ञान आणि इतर माध्यमांचे पचन आणि शोषण, आम्ही विकसित केले आहे.पीव्हीसी पाईप एक्सट्रूजन लाइन, पीपी-आर पाईप एक्सट्रूजन लाइन, पीई पाणी पुरवठा / गॅस पाईप एक्सट्रूजन लाइन, ज्याची चीनच्या बांधकाम मंत्रालयाने आयात केलेली उत्पादने बदलण्याची शिफारस केली होती. आम्ही “झेजियांग प्रांतातील प्रथम श्रेणी ब्रँड” ही पदवी मिळवली आहे.
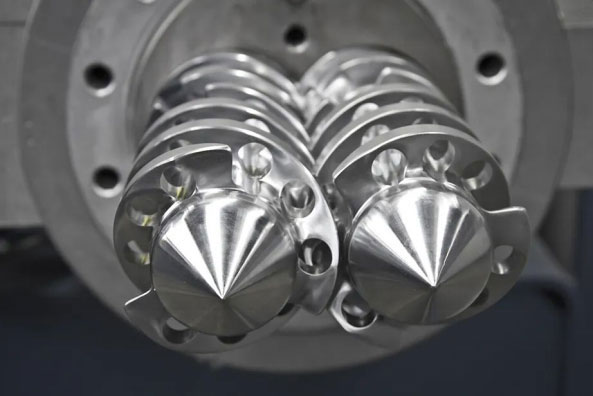
स्क्रू एक्सट्रूडरप्लास्टिक तयार करणे आणि मिश्रण बदलण्याचे मुख्य उपकरण आहे. ब्लेंडिंग मॉडिफिकेशनच्या वास्तविक उत्पादन प्रक्रियेत, एक्सट्रूडरचा स्क्रू कठोर उच्च-दबाव आणि उच्च-तापमानाच्या वातावरणात असतो आणि त्याला प्रचंड घर्षण आणि कातरणे बल असते.
Due to the special working environment, the screw of extruder is not the common friction between metal and metal, but between metal and polymer. Therefore, the wear of screw surface is often serious.
स्क्रूच्या परिधानाने स्क्रू आणि बॅरेलमधील अंतर वाढते, स्क्रूचे कॉम्प्रेशन आणि कातरणे सामग्रीवर परिणाम करते आणि उत्पादनाची गुणवत्ता घसरते. दुसरीकडे, जीर्ण झालेल्या स्क्रूची वारंवार बदली केल्याने केवळ खर्चातच वाढ होत नाही तर उत्पादन योजनेला विलंब होतो, परिणामी उत्पादन कार्यक्षमता कमी होते.
Generally, the screw is scrapped due to long-term wear, and the gap between the screw and the barrel is too large to be extruded normally. However, there are also cases where the working stress caused by improper design or operation exceeds the strength limit and is damaged. The following is a brief introduction to the wear causes of the extrusion screw:
1、प्रक्रिया तापमान
प्रत्येक प्रकारच्या प्लास्टिकमध्ये एक आदर्श प्लास्टीझिंग प्रक्रिया तापमान श्रेणी असते. या तापमान श्रेणीच्या जवळ जाण्यासाठी बॅरलचे प्रक्रिया तापमान नियंत्रित केले पाहिजे. जेव्हा प्लास्टिकचे कण हॉपरमधून बॅरलमध्ये प्रवेश करतात तेव्हा ते प्रथम फीडिंग विभागात पोहोचतात आणि फीडिंग विभागात कोरडे घर्षण अपरिहार्यपणे होईल. जेव्हा हे प्लास्टिक पुरेसे गरम केले जात नाही आणि असमानपणे वितळले जाते, तेव्हा बॅरेलच्या आतील भिंतीवर आणि स्क्रूच्या पृष्ठभागावर वाढणे सोपे आहे.
त्याचप्रमाणे, कॉम्प्रेशन सेक्शन आणि होमोजेनायझेशन विभागात, जर प्लास्टिकची वितळण्याची स्थिती विस्कळीत आणि असमान असेल, तर त्यामुळे त्वरीत पोशाख देखील होतो.

2、गती
वेग योग्यरित्या समायोजित केला पाहिजे. कारण काही प्लास्टिक रीइन्फोर्सिंग एजंट्ससह जोडले जातात, जसे की ग्लास फायबर, खनिजे किंवा इतर फिलर. धातूच्या पदार्थांवरील या पदार्थांचे घर्षण बल वितळलेल्या प्लास्टिकपेक्षा बरेचदा जास्त असते.
उच्च रोटेशन गती वापरल्यास, प्लॅस्टिक कातरणे बल वाढवताना प्रबलित फायबर फाडणे सोपे आहे. फाटलेल्या फायबरमध्ये तीक्ष्ण टोके असतात, ज्यामुळे पोशाख शक्ती मोठ्या प्रमाणात वाढते. जेव्हा अकार्बनिक खनिजे धातूच्या पृष्ठभागावर उच्च वेगाने सरकतात तेव्हा त्यांचा स्क्रॅपिंग प्रभाव कमी नसतो. म्हणून, वेग खूप जास्त समायोजित करू नये.

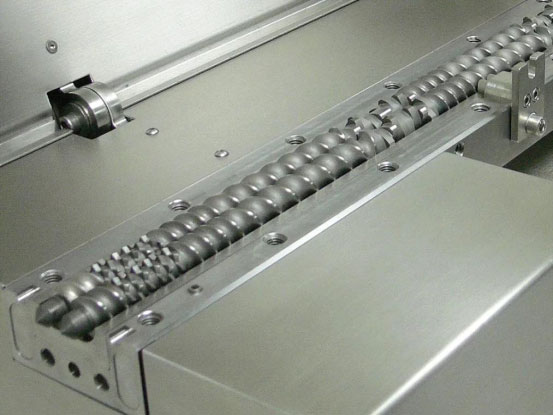
3、स्क्रू आणि बॅरल दरम्यान क्लिअरन्स
स्क्रू बॅरेलमध्ये फिरतो, आणि सामग्री आणि दोघांमधील घर्षणामुळे स्क्रू आणि बॅरलची कार्यरत पृष्ठभाग हळूहळू परिधान करते, स्क्रूचा व्यास हळूहळू कमी होतो आणि बॅरलच्या आतील छिद्राचा व्यास हळूहळू वाढतो. अशाप्रकारे, स्क्रू आणि बॅरलमधील फिट व्यासाचे अंतर हळूहळू दोन्हीच्या परिधानाने हळूहळू वाढते.
However, since the resistance of the head and distributor plate in front of the barrel has not changed, this increases the leakage flow of the extruded material when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction increases. As a result, the production of plastic machinery decreased. This phenomenon also increases the residence time of materials in the barrel, resulting in material decomposition. In the case of PVC, the hydrogen chloride gas generated by decomposition strengthens the corrosion of the screw and barrel.

4、सामग्रीचे असमान प्लास्टिलायझेशन किंवा धातूचे विदेशी पदार्थांचे मिश्रण
सामग्री समान रीतीने प्लास्टीलाइझ केलेली नसल्यामुळे, किंवा सामग्रीमध्ये धातूचे परदेशी पदार्थ मिसळले गेल्यामुळे, स्क्रूचा फिरणारा टॉर्क अचानक वाढतो, ज्यामुळे स्क्रूची ताकद मर्यादा ओलांडते आणि स्क्रू तुटतो. हे एक अपारंपरिक अपघात नुकसान आहे.
स्क्रू पोशाख वरील सामान्य कारणे आहेत. मला आशा आहे की वरील सामग्रीद्वारे, आम्हाला एक्सट्रूझन स्क्रूची आणखी माहिती मिळू शकेल.
स्क्रूचा पोशाख कमी करणे आणि स्क्रूचे कामकाजाचे आयुष्य वाढवणे यामुळे उपकरणांच्या देखभालीचा खर्च मोठ्या प्रमाणात कमी होईल, उत्पादनाची गुणवत्ता सुनिश्चित होईल आणि एंटरप्राइझला उच्च आर्थिक लाभ मिळेल.
तुम्हाला अधिक माहिती हवी असल्यास, Ningbo Fangli Technology Co., Ltd. तुमचे सविस्तर चौकशीसाठी संपर्क करण्यासाठी स्वागत करते, आम्ही तुम्हाला व्यावसायिक तांत्रिक मार्गदर्शन किंवा उपकरणे खरेदी करण्याच्या सूचना देऊ.
चौकशी पाठवा

X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण