 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


स्क्रू घर्षणाची मुख्य कारणे काय आहेत?
निंगबो फॅंगली टेक्नॉलॉजी कं, लि.आहे एकयांत्रिक उपकरणे निर्मातासुमारे 30 वर्षांच्या अनुभवांसहप्लास्टिक पाईप एक्सट्रूझन उपकरणे, नवीन पर्यावरण संरक्षण आणि नवीन साहित्य उपकरणे. त्याची स्थापना झाल्यापासून फॅंगली वापरकर्त्याच्या मागणीवर आधारित विकसित केली गेली आहे. सतत सुधारणा करून, मूळ तंत्रज्ञानावर स्वतंत्र R&D आणि प्रगत तंत्रज्ञान आणि इतर माध्यमांचे पचन आणि शोषण, आम्ही विकसित केले आहे.पीव्हीसी पाईप एक्सट्रूजन लाइन, पीपी-आर पाईप एक्सट्रूजन लाइन, पीई पाणी पुरवठा / गॅस पाईप एक्सट्रूजन लाइन, ज्याची चीनच्या बांधकाम मंत्रालयाने आयात केलेली उत्पादने बदलण्याची शिफारस केली होती. आम्ही “झेजियांग प्रांतातील प्रथम श्रेणी ब्रँड” ही पदवी मिळवली आहे.
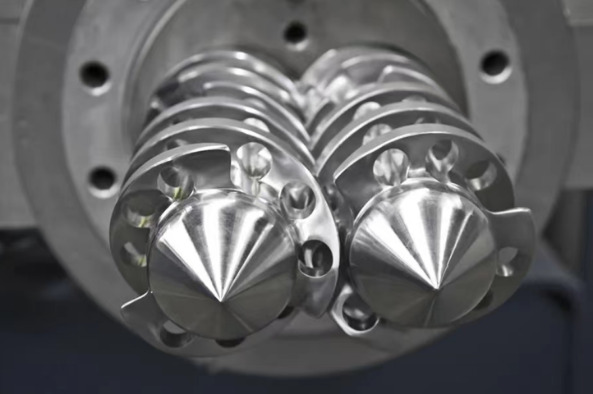
स्क्रू-एक्सट्रूडर प्लॅस्टिक तयार करणे आणि मिश्रण बदलण्याचे मुख्य उपकरण आहे. ब्लेंडिंग मॉडिफिकेशनच्या वास्तविक प्रक्रियेत, एक्सट्रूडरचा स्क्रू उच्च दाब आणि उच्च तापमानासह कठोर वातावरणात असतो आणि जबरदस्त घर्षण आणि कातरणे शक्तींच्या अधीन असतो.
विशेष कामकाजाच्या वातावरणामुळे, स्क्रूचे घर्षण हे सामान्य धातू-ते-धातू नसून धातू-ते-उच्च-आण्विक पॉलिमर असते, म्हणून स्क्रू पृष्ठभाग बर्याचदा जोरदारपणे खराब होतो. स्क्रूच्या घर्षणामुळे ते आणि बॅरेलमधील अंतर वाढते, ज्यामुळे सामग्रीवरील स्क्रूचे कॉम्प्रेशन आणि कातरणे प्रभावित होते, ज्यामुळे उत्पादनाची गुणवत्ता कमी होते. दुसरीकडे, जीर्ण झालेले स्क्रू वारंवार बदलल्याने खर्च वाढतो आणि उत्पादन वेळापत्रकात विलंब होतो, परिणामी उत्पादकता कमी होते.
स्क्रू स्क्रॅप करावे लागतात कारण स्क्रू आणि बॅरलमधील क्लिअरन्स दीर्घकालीन घर्षणानंतर इतका मोठा असतो की सामग्री सामान्यपणे बाहेर काढली जाऊ शकत नाही, आणि अशी उदाहरणे देखील आहेत की अयोग्य डिझाइन किंवा ऑपरेशनमुळे मशीनची कार्य क्षमता मर्यादेपलीकडे जाते. खाली स्क्रू ओरखडा कारणे थोडक्यात वर्णन आहे.
1. प्रक्रिया तापमान
प्रत्येक प्लास्टिकमध्ये आदर्श प्लास्टिकीकरणासाठी प्रक्रिया तापमान श्रेणी असते आणि बॅरल प्रक्रिया तापमान नियंत्रित केले पाहिजे जेणेकरून ते या तापमान श्रेणीच्या जवळ असेल. प्लॅस्टिकच्या गोळ्या हॉपरपासून बॅरलपर्यंत पोहोचवल्या जातात आणि ते प्रथम फिलिंग विभागात पोहोचतात. फिलिंग विभागात, सामग्रीमध्ये अपरिहार्यपणे कोरडे घर्षण असेल. जेव्हा हे प्लास्टिक कमी गरम केले जाते आणि असमानपणे वितळले जाते, तेव्हा बॅरेलची आतील भिंत आणि स्क्रू पृष्ठभाग यांच्यातील घर्षण वाढवणे सोपे होते.
त्याचप्रमाणे, कॉम्प्रेशन सेक्शन आणि होमोजेनायझेशन विभागात, प्लॅस्टिकची वितळलेली स्थिती विस्कळीत आणि असमान असल्यास, ते देखील जलद झीज होते.

2. घूर्णन गती
रोटेशनल गती योग्यरित्या समायोजित केली पाहिजे. काही प्लॅस्टिकमध्ये काचेचे फायबर, खनिजे किंवा इतर फिलर यासारखे मजबुतीकरण करणारे घटक असतात. या पदार्थांचे अनेकदा वितळलेल्या प्लास्टिकपेक्षा धातूच्या पदार्थांवर जास्त घर्षण होते.
प्लॅस्टिकवरील कातरण शक्ती वाढवताना, उच्च घूर्णन गती वापरल्यास, प्रबलित तंतूंचे तुकडे करणे देखील सोपे आहे. कापलेल्या तंतूंमध्ये तीक्ष्ण टोके असतात ज्यामुळे अपघर्षक शक्ती मोठ्या प्रमाणात वाढते. अकार्बनिक खनिजे धातूच्या पृष्ठभागावर उच्च वेगाने सरकत आहेत आणि स्क्रॅपिंग प्रभाव थोडासा नाही. एकूणच, वेग खूप जास्त समायोजित केला जाऊ नये.

3. स्क्रू आणि बॅरल दरम्यानची मंजुरी
स्क्रू बॅरलमध्ये फिरतो, आणि सामग्री आणि दोन यांच्यातील घर्षणामुळे स्क्रू आणि बॅरलची कार्यरत पृष्ठभाग हळूहळू झिजते, नंतर स्क्रूचा व्यास हळूहळू कमी होत जातो आणि बॅरलचा आतील व्यास वाढतो. अशाप्रकारे, स्क्रू आणि बॅरलमधील अंतर घर्षणामुळे मोठे आणि मोठे होत जाते.
तथापि, डोक्याच्या समोरील बॅरेलमुळे आणि मॅनिफोल्डचा प्रतिकार बदलला नाही, म्हणून ते बाहेर काढलेल्या सामग्रीचा गळती प्रवाह वाढवते, म्हणजेच, सामग्रीचा आहार प्रवाह अंतरापासून फीडिंगच्या दिशेने वाढतो. परिणामी, मशीनची उत्पादन क्षमता कमी झाली. या घटनेमुळे बॅरेलमधील सामग्रीचा निवास वेळ वाढतो, परिणामी सामग्रीचे विघटन होते. जर ते पीव्हीसी असेल तर, विघटन करताना तयार होणारा हायड्रोजन क्लोराईड वायू स्क्रू आणि बॅरलच्या गंजला मजबूत करेल.

4. मिसळलेल्या पदार्थांचे असमान प्लास्टिलायझेशन किंवा धातूची अशुद्धता
सामग्री एकसमान प्लॅस्टिकाइज्ड न केल्यामुळे, किंवा धातूच्या अशुद्धी सामग्रीमध्ये मिसळल्या गेल्यामुळे, स्क्रू रोटेशन टॉर्क फोर्स अचानक वाढेल. हा टॉर्क स्क्रूची ताकद मर्यादा ओलांडतो आणि त्यामुळे स्क्रू बंद होतो. हे अपारंपरिक अपघात नुकसान आहे.
ही स्क्रू परिधान होण्याची काही सामान्य कारणे आहेत, आशा आहे की वरील सामग्री तुम्हाला एक्सट्रूजन स्क्रूची चांगली समज आणि ज्ञान देऊ शकेल.
स्क्रूचे घर्षण कमी करणे आणि स्क्रूचे कामकाजाचे आयुष्य वाढवणे यामुळे उपकरणांच्या देखभालीचा खर्च मोठ्या प्रमाणात कमी होईल, उत्पादनाची गुणवत्ता सुनिश्चित होईल आणि तुमच्या कंपनीला उच्च आर्थिक लाभ मिळेल.
तुम्हाला अधिक माहिती हवी असल्यास, Ningbo Fangli Technology Co., Ltd. तुमचे सविस्तर चौकशीसाठी संपर्क करण्यासाठी स्वागत करते, आम्ही तुम्हाला व्यावसायिक तांत्रिक मार्गदर्शन किंवा उपकरणे खरेदी करण्याच्या सूचना देऊ.
चौकशी पाठवा

X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण