 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


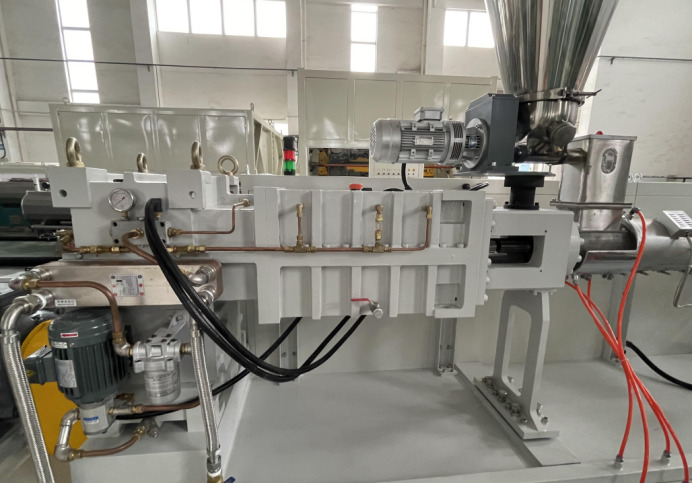
ट्विन स्क्रू एक्सट्रूडरचे कार्यक्षेत्र काय आहेत?
निंगबो फॅंगली टेक्नॉलॉजी कं, लि. आहेयांत्रिक उपकरणे निर्मातासुमारे 30 वर्षांच्या अनुभवांसहप्लास्टिक पाईप एक्सट्रूझन उपकरणे, नवीन पर्यावरण संरक्षण आणि नवीन साहित्य उपकरणे. त्याची स्थापना झाल्यापासून फॅंगली वापरकर्त्याच्या मागणीवर आधारित विकसित केली गेली आहे. सतत सुधारणा करून, मूळ तंत्रज्ञानावर स्वतंत्र R&D आणि प्रगत तंत्रज्ञान आणि इतर माध्यमांचे पचन आणि शोषण, आम्ही विकसित केले आहे.पीव्हीसी पाईप एक्सट्रूजन लाइन, पीपी-आर पाईप एक्सट्रूजन लाइन, पीई पाणी पुरवठा / गॅस पाईप एक्सट्रूजन लाइन, ज्याची चीनच्या बांधकाम मंत्रालयाने आयात केलेली उत्पादने बदलण्याची शिफारस केली होती. आम्ही “झेजियांग प्रांतातील प्रथम श्रेणी ब्रँड” ही पदवी मिळवली आहे.
1. इनलेट क्षेत्र
कच्च्या मालाचे सक्शन, कॉम्प्रेशन आणि वाहतूक येथे मुळात काय होते. तुम्हाला उत्पादनाची अद्वितीय वैशिष्ट्ये हवी असल्यास, तुम्ही या टप्प्यावर अॅडिटीव्ह जोडणे निवडू शकता. राळ हॉपरद्वारे ट्विन-स्क्रू एक्सट्रूडरमध्ये आणि फीड थ्रॉटद्वारे स्क्रूमध्ये दिले जाते. मग स्क्रू सामग्री पुढे सरकते. सक्शन क्षमता स्क्रू गती आणि राळ घनता यासह अनेक घटकांवर अवलंबून असते. हे स्क्रूच्या चॅनेलची खोली आणि खेळपट्टीवर देखील अवलंबून असते.
2. हळुवार क्षेत्र
सामग्री स्क्रूमध्ये प्रवेश केल्यावर, बाहेर काढण्याची प्रक्रिया सुरू होते. स्क्रू राळ पुढे ढकलत राहतो. जेव्हा हे घडते, तेव्हा सामग्री आणि बॅरलमध्ये घर्षण होते, ज्यामुळे राळ वितळते. अतिरिक्त उष्णता हीटरमधून बॅरलच्या खाली येते. हे सुनिश्चित करते की राळ पूर्णपणे वितळले आहे. जसजसे राळ पुढे सरकते तसतसे, चॅनेलची खोली कमी होत राहते, ज्यामुळे बॅरलमध्ये घर्षण आणि दबाव वाढतो.
3. क्षेत्र मोजणे
"Once the polymers are melted, they leave the extruder through a crushing plate with a screen. The melting of particles that do not melt in the melting zone also occurs here. This ensures the uniformity of the molten resin. If you want to achieve plastic uniformity, you can control the number of screens and the porosity of the screens. The pressure here is so high that the molten polymer can be continuously extruded and formed into shape. In this section, there is air pumping to prevent plastic products from collapsing.
4. कूलिंग झोन
प्लॅस्टिक उत्पादन थंड होण्याच्या ठिकाणी हलते, जिथे ते थंड केले जाते. आपण दोन प्रकारच्या कूलिंग सिस्टम वापरू शकता. हवा आणि पाणी कूलिंग सिस्टम आहेत. तुम्ही वापरत असलेल्या कूलिंग सिस्टमच्या प्रकारानुसार, प्लास्टिक उत्पादने हळूहळू थंड होतील. हे प्लास्टिक उत्पादनांना परिपूर्ण आकार बनविण्यास अनुमती देते आणि त्यांना त्यांच्या पात्रतेचे आकर्षण देते.
तुम्हाला अधिक माहिती हवी असल्यास, Ningbo Fangli Technology Co., Ltd. तुमचे सविस्तर चौकशीसाठी संपर्क करण्यासाठी स्वागत करते, आम्ही तुम्हाला व्यावसायिक तांत्रिक मार्गदर्शन किंवा उपकरणे खरेदी करण्याच्या सूचना देऊ.
चौकशी पाठवा

X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण