 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


एक्सट्रूडर स्क्रू अनेकदा घातला जातो का? ही मुख्य कारणे आहेत!
Ningbo Fangli Technology Co., Ltd. ही यांत्रिक उपकरणे उत्पादक कंपनी आहे ज्याचा जवळपास 30 वर्षांचा अनुभव आहेप्लास्टिक पाईप एक्सट्रूझन उपकरणे, नवीन पर्यावरण संरक्षण आणि नवीन साहित्य उपकरणे. त्याची स्थापना झाल्यापासून फॅंगली वापरकर्त्याच्या मागणीवर आधारित विकसित केली गेली आहे. सतत सुधारणा करून, मूळ तंत्रज्ञानावर स्वतंत्र R&D आणि प्रगत तंत्रज्ञान आणि इतर माध्यमांचे पचन आणि शोषण, आम्ही विकसित केले आहे.पीव्हीसी पाईप एक्सट्रूजन लाइन, पीपी-आर पाईप एक्सट्रूजन लाइन, पीई पाणी पुरवठा / गॅस पाईप एक्सट्रूजन लाइन, ज्याची चीनच्या बांधकाम मंत्रालयाने आयात केलेली उत्पादने बदलण्याची शिफारस केली होती. आम्ही “झेजियांग प्रांतातील प्रथम श्रेणी ब्रँड” ही पदवी मिळवली आहे.
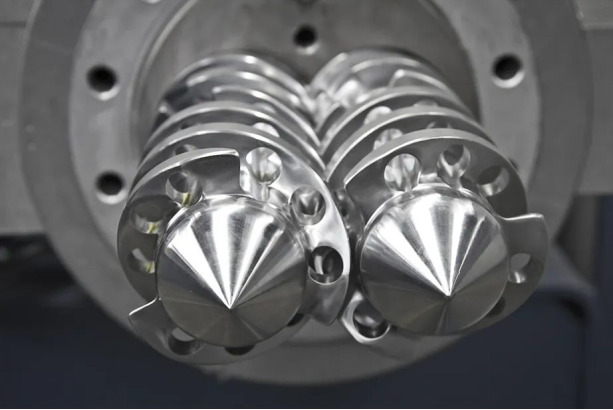
स्क्रू एक्सट्रूडरप्लास्टिक तयार करणे आणि मिश्रण बदलण्याचे मुख्य उपकरण आहे. ब्लेंडिंग फेरफारच्या प्रत्यक्ष उत्पादन प्रक्रियेत, स्क्रूएक्सट्रूडरकठोर उच्च दाब आणि उच्च तापमान वातावरणात आहे, आणि प्रचंड घर्षण आणि कातरणे शक्ती सहन करते.
विशेष कामकाजाच्या वातावरणामुळे, दएक्सट्रूडरस्क्रू हे धातूचे घर्षण हे सामान्य धातू नसून पॉलिमर ते धातू आहे, त्यामुळे स्क्रूच्या पृष्ठभागाचा पोशाख अनेकदा गंभीर असतो.
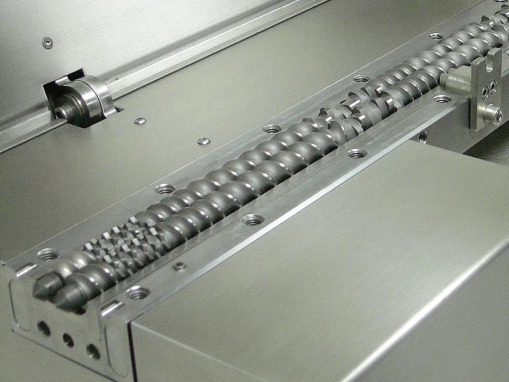
स्क्रूच्या परिधानामुळे स्क्रू आणि बॅरलमधील अंतर वाढते, ज्यामुळे सामग्रीवरील स्क्रूचे कॉम्प्रेशन आणि कातरणे प्रभावित होते, त्यामुळे उत्पादनाची गुणवत्ता घसरते. दुसरीकडे, घासलेल्या स्क्रूची वारंवार बदली केल्याने केवळ किंमतच वाढते असे नाही तर उत्पादन योजनेला विलंब होतो, परिणामी उत्पादन कार्यक्षमता कमी होते.
स्क्रू सामान्यत: दीर्घकालीन पोशाखांमुळे स्क्रॅप केला जातो आणि स्क्रू आणि बॅरलमधील अंतर सामान्यपणे बाहेर काढता येण्यासारखे खूप मोठे आहे. तथापि, अशी प्रकरणे देखील आहेत जेव्हा अयोग्य डिझाइन किंवा ऑपरेशनमुळे कामाचा ताण ताकद मर्यादेपेक्षा जास्त असतो आणि खराब होतो. खाली एक्सट्रूजन स्क्रूच्या पोशाख कारणांचा थोडक्यात परिचय आहे:
1 प्रक्रिया तापमान
प्रत्येक प्रकारच्या प्लास्टिकमध्ये एक आदर्श प्लास्टीझिंग प्रक्रिया तापमान श्रेणी असते. या तापमान श्रेणीच्या जवळ जाण्यासाठी बॅरल प्रक्रिया तापमान नियंत्रित केले पाहिजे. जेव्हा प्लास्टिकचे कण हॉपरमधून बॅरलमध्ये प्रवेश करतात तेव्हा ते प्रथम फीडिंग विभागात पोहोचतात, जेथे कोरडे घर्षण अपरिहार्यपणे होईल. जेव्हा हे प्लास्टिक पुरेसे गरम केले जात नाही आणि वितळणे असमान असते, तेव्हा बॅरेलची आतील भिंत आणि स्क्रूची पृष्ठभाग तयार करणे सोपे असते ज्यामुळे पोशाख वाढतो.
त्याचप्रमाणे, कॉम्प्रेशन सेक्शन आणि होमोजेनायझेशन विभागात, जर प्लास्टिकची वितळण्याची स्थिती विस्कळीत आणि असमान असेल, तर पोशाख देखील गतिमान होईल.

2 गती
गती योग्यरित्या समायोजित केली पाहिजे. काचेचे फायबर, खनिजे किंवा इतर फिलर यांसारख्या रीफोर्सिंग एजंटसह काही प्लास्टिक जोडले जातात. धातूच्या पदार्थांवरील या पदार्थांचे घर्षण बल वितळलेल्या प्लास्टिकपेक्षा बरेचदा जास्त असते.
जर उच्च घूर्णन वेग वापरला असेल तर, प्लॅस्टिक कातरणे बल सुधारताना मजबुतीकरण फायबर फाडणे सोपे आहे. फाटलेल्या फायबरमध्ये तीक्ष्ण टोके असतात, ज्यामुळे पोशाख शक्ती मोठ्या प्रमाणात वाढते. जेव्हा अकार्बनिक खनिजे धातूच्या पृष्ठभागावर उच्च वेगाने सरकतात तेव्हा त्यांचा स्क्रॅपिंग प्रभाव कमी नसतो. त्यामुळे वेग जास्त नसावा.
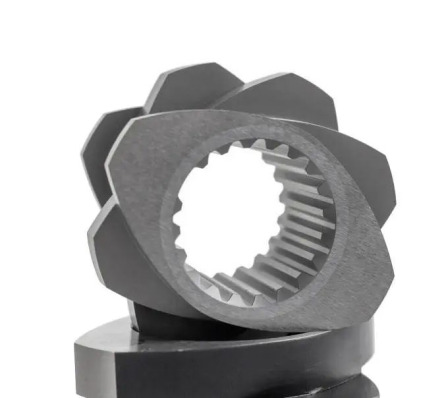
3 स्क्रू आणि बॅरल दरम्यान क्लिअरन्स
स्क्रू बॅरेलमध्ये फिरतो आणि सामग्री आणि दोनमधील घर्षणामुळे स्क्रू आणि बॅरलची कार्यरत पृष्ठभाग हळूहळू परिधान होते, स्क्रूचा व्यास हळूहळू कमी होतो आणि बॅरलच्या आतील छिद्राचा व्यास हळूहळू वाढतो. अशाप्रकारे, स्क्रू आणि बॅरलमधील फिट व्यासाचे अंतर दोघांच्या हळूहळू परिधानाने थोडेसे वाढते.
However, because the resistance of the head and the splitter plate in front of the barrel has not changed, the leakage flow of the extruded material is increased when it moves forward, that is, the flow of the material from the diameter gap to the feeding direction is increased. As a result, the production of plastic machinery decreased. This phenomenon increases the residence time of materials in the barrel, causing material decomposition. In case of PVC, the hydrogen chloride gas generated from decomposition strengthens the corrosion of screw and barrel.

4 सामग्रीचे असमान प्लास्टिलायझेशन किंवा धातू परदेशी बाबी
As the materials are not plasticized evenly or metal foreign matters are mixed into the materials, the torque of the screw suddenly increases. This torque exceeds the strength limit of the screw, causing the screw to break. This is an unconventional accident damage.
स्क्रू परिधान होण्याची वरील कारणे अधिक सामान्य आहेत आणि आम्हाला आशा आहे की वरील सामग्रीद्वारे, आम्हाला एक्सट्रूजन स्क्रूची अधिक चांगली समज मिळेल.
स्क्रूचा पोशाख कमी करणे आणि स्क्रूचे कामकाजाचे आयुष्य वाढवणे यामुळे उपकरणांच्या देखभालीचा खर्च मोठ्या प्रमाणात कमी होईल, उत्पादनांची गुणवत्ता सुनिश्चित होईल आणि उद्योगांना उच्च आर्थिक लाभ मिळेल.
तुम्हाला अधिक माहिती हवी असल्यास, Ningbo Fangli Technology Co., Ltd. तुमचे सविस्तर चौकशीसाठी संपर्क करण्यासाठी स्वागत करते, आम्ही तुम्हाला व्यावसायिक तांत्रिक मार्गदर्शन किंवा उपकरणे खरेदी करण्याच्या सूचना देऊ.
चौकशी पाठवा

X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण